






Новое оборудование
- Автоподатчики
- Заточные
- Калибровально-шлифовальные
- Клеенаносящие
- Комбинированные
- Кромкооблицовочные
- Круглопалочные
- Круглопильные
- Ленточнопильные
- Многопильные
- Пантограф
- Покрасочное оборудование
- Пресса и ваймы
- Пылеулавливающие
- Рейсмусовые
- Сверлильно-пазовальные
- Сверлильно-присадочные
- Токарные
- Торцовочные
- Форматно-раскроечные
- Фрезерно-копировальные
- Фрезерные
- Фрезерные станки с ЧПУ
- Фуговально-рейсмусовые
- Фуговальные
- Четырехсторонние
- Шипорезные
- Шлифовальные
- Шпон - резка и сшивка
Лесопильное оборудование


Б/У оборудование / Кромкооблицовочные Б/У
SCM Olimpic K130Посмотреть наличие
Б/У станков и цены




Olimpic K130
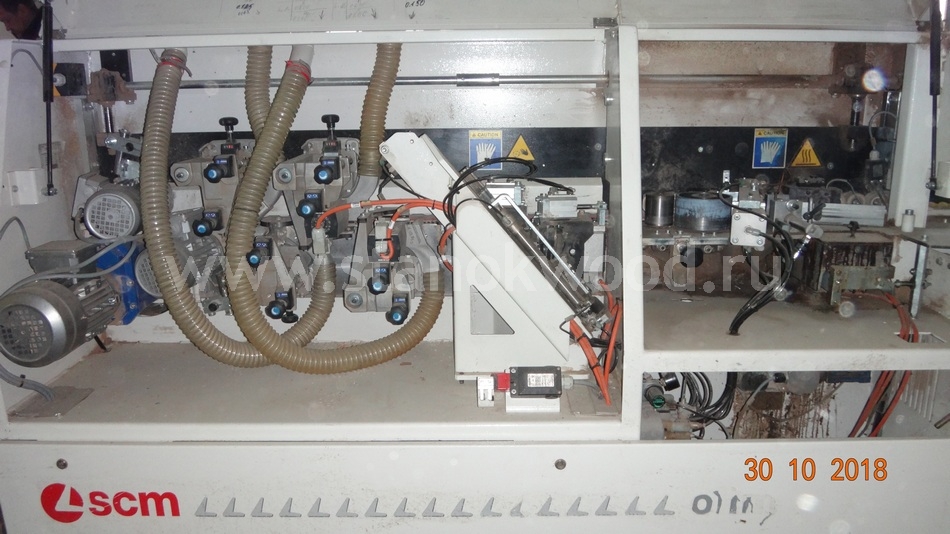
Станок кромкооблицовочный SCM модель Olimpic K130.
Модель: Olimpic K130 (SCM GROUP - ![]() Италия) продан, цена ______ руб.
Италия) продан, цена ______ руб.
Многофункциональный автоматический кромкооблицовочный станок б/у мод. SCM OLIMPIC K 130 проходного типа, предназначен для облицовки кромок прямолинейных сторон панелей в автоматическом режиме различными кромочными материалами.
Автоматический кромкооблицовочный станок, проходного типа, предназначен для облицовки кромок прямолинейных сторон панелей в автоматическом режиме различными кромочными материалами. Станок производит минимальный необходимый цикл обработки кромки после прохождения детали через клеевой узел: торцевание свесов кромки, фрезерование выступающей кромки с двух сторон, циклёвка поверхности кромки после фрез, полировка кромки. В качестве кромочного материала может быть применен рулонный или полосовой меламин, ABS, ПВХ, бумага, натуральный шпон и полосы массива древесины.

Осуществляет операции:
- Данный многофункциональный кромкооблицовочный станков станок осуществляет в автоматическом режиме следующие операции и состоит из узлов:
- Кромка автоматически подается в станок (узел подачи);
- Происходит автоматическая наклейка кромки (узел кромконанесения),
- Происходит торцевание приклееной кромки (узел торцевания)
- Выполняется операция «снятия свесов» с помощью фрезерного узла (узел чистового фрезерования совмещен с дополнительным узлом закругления кромок)
- Выполняется циклевание кромки (узел циклевки)
- Выполняется шлифование кромки (узел шлифования)
ОБЩИЕ ХАРАКТЕРИСТИКИ
- Станина станка из высокопрочной стали с ребрами жесткости является превосходным основанием для рабочих групп
- Выдвигаемый роликовый суппорт для поддержки панелей вдоль всей длины станка
- Аспирационные патрубки, выведенные на внешнюю часть станины
- Электрический шкаф с выключателем, запираемым на замок
- Тепловая защита двигателей Кнопки аварийного отключения на входе и выходе станка
- Частотный преобразователь
- Соответствует нормам СЕ
Технические характеристики кромкооблицовочного автоматического оборудования SCM Olimpic K130:
| Наименование характеристики | Значение характеристики | |||||||||||||||||||
| Скорость подачи транспортера, м/мин | 9 | |||||||||||||||||||
| Высота плиты при фрезеровании свесов, мм | 8-50 | |||||||||||||||||||
| Толщина полосового кромочного материала, мм | 0,4-3 | |||||||||||||||||||
Толщина рулонного кромочного материала при использовании гильотины: |
||||||||||||||||||||
| - при ширине 54 мм | 0,4-2 | |||||||||||||||||||
| - при ширине 45 мм | 0,4-3 | |||||||||||||||||||
| Максимальные свесы кромочного материала с каждой стороны плиты, мм | 4 (2+2) | |||||||||||||||||||
| Минимальная ширина плит при использовании рулонного кромочного материала (при длине не менее 210 мм), мм |
60 | |||||||||||||||||||
| Минимальная длина плит при использовании рулонного кромочного материала (при ширине не менее 100 мм), мм |
140 | |||||||||||||||||||
| Потребляемая мощность клеевого узла, кВт | 2,4 | |||||||||||||||||||
| Количество клея, кг | 1,0 | |||||||||||||||||||
Торцовочный узел K1: |
||||||||||||||||||||
| мощность двигателей, кВт | 0,2 | |||||||||||||||||||
| частота вращения фрез, об/мин | 12.000 | |||||||||||||||||||
Узел фрезерования свесов R-K: |
||||||||||||||||||||
| мощность каждого двигателя, кВт | 0,35 | |||||||||||||||||||
| частота вращения фрез, об/мин | 12.000 | |||||||||||||||||||
ЭЛЕКТРОННАЯ СИСТЕМА УПРАВЛЕНИЯ "ORION-ONE"
- Пульт управления на входе станка
- Управление рабочими группами посредством энкодера и микропроцессора
- Дисплей для установки и изменения рабочей температуры
- Кнопки "soft-touch" для включения/выключения агрегатов со световой индикацией состояния

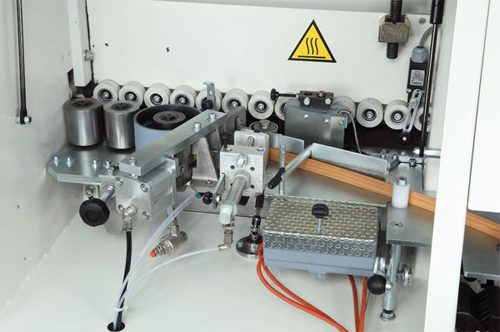
СИСТЕМА ПОДАЧИ ОБРАБАТЫВАЕМЫХ ПАНЕЛЕЙ
- Подающий транспортер с резиновым покрытием с высоким коэффициентом трения, приводится в движение моторедуктором и двумя шкивами, и обеспечивает равномерную подачу стальной верхний прижим с двумя рядами обрезиненных роликов, установленных на подшипниках, для равномерной подачи и надежной фиксации обрабатываемых деталей
- Ручная настройка прижимного моста
- Механический цифровой индикатор установленной толщины панели
Группа нанесения клея, загрузки и прижима кромки
- Потребляемая мощность 2,4 кВт, емкость 1 кг.
- Прямой привод клеевого ролика мотором, расположенным в нижней части станины.
- Клеевая ванночка для термоплавкого клея с тефлоновым покрытием.
- Цифровой термостат для управления температурой на клеенаносящем ролике.
- Система автоматического понижения температуры клея при временной остановке станка.
- Устройство автоматической рециркуляции клея.
- Устройство автоматической загрузки рулонного кромочного материала с гильотиной до 3 мм.
- Устройство автоматической загрузки полосового кромочного материала.
- Прижимной блок, (1+2 ролика) с независимой механической регулировкой усилия. 1 приводной и 2 допрессовочных конических ролика.
- Регулировка положения прижимного блока.
- Складная тарелка для рулонного кромочного материала.
Узел торцовки

- (2 двигателя, 0,2 кВт, 200 Гц, 12000 об/мин), пневматический наклон 0° - 15° с пульта.
- Возможно торцевание софт и постформинговых заготовок.
- Высокоточное торцевание благодаря перемещению двигателей по 2-м призматическим направляющим на линейных подшипниках с рециркуляцией шариков.
- Каждый двигатель оснащен копиром для точного позиционирования пильных дисков относительно точки торцевания.
- Два пильных диска в комплекте.
Фрезерный агрегат снятия продольных свесов "R-K" (2 х 0,35 кВт, 200 Гц, 12000 об/мин)

- Предназначен для снятия верхних и нижний свесов кромочного материала.
- Вертикальные дисковые и горизонтальные башмачковые копиры для точного позиционирования инструмента относительно рабочей линии.
- Быстрая настройка агрегата, благодаря механическим цифровым индикаторам.
Циклевочный агрегат (Е)

- Для финишной отделки толстых кромок ПВХ.
- Вертикальные и горизонтальные дисковые копиры для точного позиционирования инструмента относительно рабочей линии.
- 3 цифровых механических индикатора для точного позиционирования передних копиров и инструмента.
- Система подключения к вытяжке с отсеком для сбора стружки.
- Инструмент R=2 мм С данной опцией на фрезерном агрегате снятия продольных свесов устанавливаются напайные фрезы "ED-sistem" вместо конических.
Полировальный агрегат "SP-V"

- (2х 0,13 кВт, 3000 об/мин)
- Комплект инструмента R=2 мм

- Габариты, мм: 3240 х 1500 х 1900
- Вес, кг: 800