Новое оборудование
- Автоподатчики
- Заточные
- Калибровально-шлифовальные
- Клеенаносящие
- Комбинированные
- Кромкооблицовочные
- Круглопалочные
- Круглопильные
- Ленточнопильные
- Многопильные
- Пантограф
- Покрасочное оборудование
- Пресса и ваймы
- Пылеулавливающие
- Рейсмусовые
- Сверлильно-пазовальные
- Сверлильно-присадочные
- Токарные
- Торцовочные
- Форматно-раскроечные
- Фрезерно-копировальные
- Фрезерные
- Фрезерные станки с ЧПУ
- Фуговально-рейсмусовые
- Фуговальные
- Четырехсторонние
- Шипорезные
- Шлифовальные
- Шпон - резка и сшивка
Лесопильное оборудование


Б/У оборудование / Разное Б/У
ВР-1500Посмотреть наличие
Б/У станков и цены

-

- продан
- Отправить заявку

ВР-1500
Вальцы трехвалковые ручные ВР-1500.
Модель: ВР-1500 продан, цена _______ руб.
Вальцы трехвалковые ВР-1500 б/у предназначены для вальцевания цилиндрических заготовок из мягких сортов листовой стали (оцинковки) обыкновенного качества ГОСТ 380-94.
Применяются для обработки цилиндрических заготовок из тонколистного металла, пластика, алюминия, цинка и многих других материалов.
Ручные вальцы ВР-1500 используют при изготовлении различных труб, конусов, желобов, кожухов, дымоходов и тому подобных приспособлений. Это оборудование удобно для работы, неприхотливо в обслуживании и крайне экономично.
Исполнение для умеренного климата, категория размещения по ГОСТ 15150-69.2.
Технические характеристики вальцов трехвалковых ручных ВР-1500:
Наименование параметраВеличина
Диаметр верхнего вала, мм
70
Наибольшая длина вальцевания, мм
1500
Максимальная толщина листа (при вальцевании на максимальную длину), мм
1,5
Габаритные размерыДлина (без ручки), мм
1750
Ширина, мм
600
Высота, мм
1000
Устройство и принцип работы вальцов трехвалковых ручных ВР-1500:
Вальцы ВР-1500 состоят из следующих основных частей (рисунок 1):
1.основание;
2.щечки;
3.откидная балка;
4.прижимной вал;
5.опорные валы;
6.стяжные шпильки;
7.прижимной винт;
8.приводная рукоятка;
9.фиксирующие гайки;
10.кожух;
Рисунок 1. 
Монтаж и установка вальцов трехвалковых ручных ВР-1500:
Вальцы трехвалковые ручные должны быть жёстко установлены на фундамент и закреплёны через специальные отверстия в раме четырьмя анкерными болтами.
Глубина закладки фундамента под вальцы должна быть не менее 150 мм. Горизонтальная выверка вальцов при их установке производиться по уровню, установленному на базовой поверхности станины (точность установки 2 мм на 1000 мм длины).
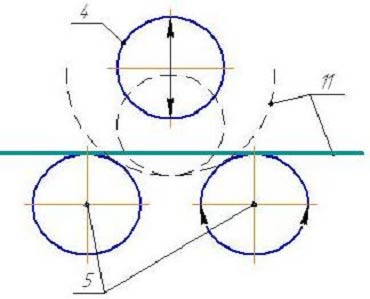
Принцип работы вальцов трехвалковых ручных ВР-1500.
С помощью прижимных винтов 7 поднять вверх прижимной вал 4.
Вальцуемый лист 11 расположить между опорными 5 и прижимным 4 валами (рисунок 2), заготовка должна располагаться параллельно валам.
Далее одновременным вращением прижимных винтов 7 опускаем постепенно (1/2 оборота) прижимной вал 4 на величину, необходимую для начала формирования требуемого радиуса вальцевания.
После каждого опускания прижимного вала 4 вальцуемый лист 11 прокатывается по всей плоскости с помощью вращения приводной рукоятки 8 механического привода (связанного с опорными валами через шестерни).
Для извлечения заготовки из вальцов возвращаем прижимной вал 4 в верхнее положение с помощью вращения прижимных винтов 7.
При необходимости снятия прижимного вала ослабляем фиксирующие гайки и поворачиваем откидную балку 3 на 180° и выводим из зацепления винт 7 подъёмного устройства.
Рисунок 2.